深孔钻削(镗削)刀具的选择说明及合适的加工方式介绍
深孔钻削加工在机械加工领域中占有非常重要的地位,约占孔加工量的40%以上。

目前常用的深孔钻削加工系统有枪钻、BTA单管钻、喷系钻、u钻、套料钻。它们代表着先进、高效的孔加工技术,可以获得精密的加工效果,加工出来的孔位置准确,尺寸精度好;直线度、同轴度高,并且有很高的表面光洁度和重复性。能够方便的加工各种形式的深孔,对于特殊形式的深孔,比如交叉孔、斜孔、盲孔及平底盲孔等也能很好的解决。下面就以上几种加工系统为大家进行简要介绍:
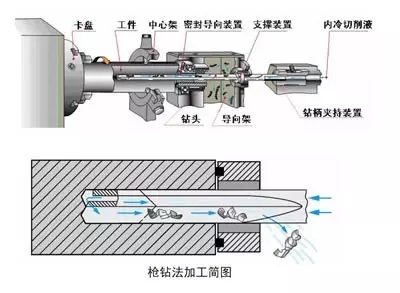
枪钻系统属于内冷外排屑方式,切削液通过中空的钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头及钻杆外部的V型槽排出。该系统主要用于小直径(ϕ1~ϕ30mm)的深孔加工,所需切削液压力高。是最常见的深孔钻削加工方式。
枪钻钻孔的优缺点
优点:加工孔径尺寸精度高;孔深大;加工孔偏斜度小;枪钻可重磨,一支刀的总加工深度大。
缺点:因刀杆上有“V”型排屑槽,刀杆强度较差,加工效率低;铁屑会和加工过的内表面摩擦,降低加工粗糙度;刀头角度较复杂,需要专用的重磨工装及专业人员才能重磨;整体焊接式的枪钻,更换较麻烦。